High-quality protective solutions for various industrial and commercial sectors.
The global demand for disposable waterproof aprons has witnessed unprecedented growth, transitioning from a niche protective item to a fundamental necessity in global hygiene protocols. As a leading supplier and exporter, we observe that the market is no longer just about basic protection; it’s about advanced material science, comfort, and uncompromising reliability. From the bustling kitchens of Europe to the sterile dental clinics in North America, the disposable apron has become a critical barrier against fluids, contaminants, and cross-infection.
Industrial giants and procurement officers today prioritize E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) when selecting a manufacturing partner. They seek suppliers who understand the rigorous demands of food processing plants, medical facilities, and chemical laboratories. The shift toward higher quality LDPE (Low-Density Polyethylene) and HDPE (High-Density Polyethylene) materials reflects a global trend where "disposable" does not mean "low quality," but rather "conveniently safe."
In nursing homes and dental clinics, our PE film aprons provide a vital barrier. The trend is moving towards multi-layered protection where paper meets waterproof film for maximum absorption and fluid resistance.
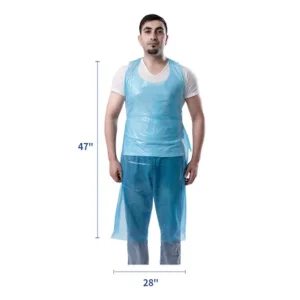
Compliance with food safety standards is non-negotiable. Global chains require HDPE/LDPE aprons that are non-toxic, odorless, and strictly waterproof to prevent cross-contamination during large-scale food processing.
The salon and hairdressing industry increasingly uses specialized LDPE hairdresser salon cape aprons. These are designed for ergonomics, ensuring client comfort while protecting clothing from chemicals and water.
Advanced laboratories require customized weight PVC aprons for chemical splash protection. The trend here focuses on thickness and durability for extended use-cycles within hazardous environments.
From cleaning services to heavy-duty manufacturing, the requirement for "one-time use" yet "heavy-duty" aprons is growing. We meet this by optimizing material density for tear resistance.
The global trend is leaning toward thinner but stronger films to reduce plastic waste without compromising safety. Our factory utilizes high-tech extrusion to achieve this delicate balance.
Established in 2009, our factory has specialized in the field of disposable personal protective equipment (PPE) for over 15 years. Today, we are proud to support a global workforce with more than 500 dedicated employees. Our facility covers an expansive area of more than 100,000 square meters, including a state-of-the-art clean workshop of 6,000 square meters.
As a leading exporter, we produce a comprehensive range of products: non-woven medical face masks, disposable coveralls, surgical gowns, shoe covers, medical boot covers, bed sheets, caps, lab coats, isolation gowns, scrub suits, and our flagship disposable waterproof aprons. To ensure the absolute quality promised to our customers, we have successfully passed factory audits for ISO13485 and CE. All our products meet high-level quality demands and conform to worldwide standards.







We utilize precision instruments to ensure every waterproof apron meets safety standards.












Leveraging massive production scales and optimized supply chains, we offer wholesale prices that allow global distributors to maintain competitive margins without sacrificing quality.
Unlike standard traders, our factory offers deep customization—from thickness (micron levels) to specific polymer blends (PE/PVC) tailored for your local market needs.
With 15 years of export experience, we handle complex logistics and international documentation, ensuring that your protective gear reaches you on time, every time.
Ensuring safety and hygiene across all professional environments.