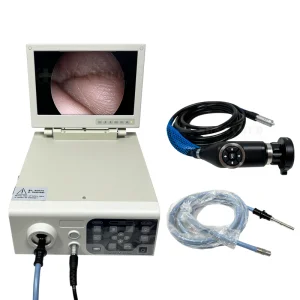
In the contemporary medical landscape, the procurement of Video Endoscopy Imaging Systems has shifted from mere hardware acquisition to seeking integrated ecosystem solutions. Global manufacturers and suppliers are now evaluated not just on their lens quality, but on their ability to provide high-fidelity data, ergonomic design, and seamless EMR (Electronic Medical Record) integration.
The "Search Intent" for B2B buyers in this sector usually falls into three categories:
Established in 2009, our factory has specialized in the medical equipment and protective field for over 15 years. Today, with a workforce of 500+ professionals, we operate across a massive 100,000 square meter facility, featuring 6,000 square meters of high-standard clean workshops.
Our commitment to quality is underscored by rigorous factory audits and international certifications including ISO 13485 and CE. We don't just assemble; we innovate across the entire healthcare supply chain, from high-end endoscopy processors to essential protective equipment such as non-woven face masks, isolation gowns, and scrub suits.
Moving beyond standard 1080p to provide surgeons with unprecedented depth perception and anatomical detail.
Real-time lesion detection and tissue characterization using machine learning algorithms integrated into the processor.
Reducing cable clutter in the OR via high-bandwidth wireless video transmission with zero latency.
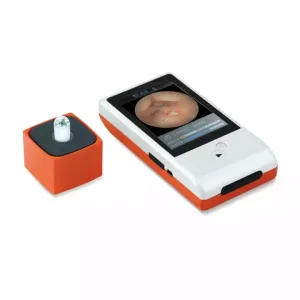
The industry is currently seeing a massive push towards Veterinary Endoscopy. As pet owners demand human-grade healthcare for their animals, systems like the Sy-P033-2 Veterinary All-in-One Endoscope Processor have become market leaders. Industrially, the convergence of "Disposables" and "Hardware" is critical. A manufacturer that can provide both the high-tech gastroscope and the surgical scrub suits (as we do) offers a streamlined supply chain for hospitals, reducing logistical friction.
Reliability in an endoscopy system is only as good as the testing equipment behind it. Our facility utilizes state-of-the-art diagnostic and testing tools to ensure every unit meets clinical safety standards:
 Raw Materials Selection
Raw Materials Selection
 Automatic Production Lines
Automatic Production Lines
 Automatic Detecting Systems
Automatic Detecting Systems
 QC Inspection & Packaging
QC Inspection & Packaging
| Testing Instrument | Primary Clinical Function | Quality Benefit |
|---|---|---|
| Blood Penetration Tester | Evaluates fluid resistance of gowns | Prevents cross-contamination during MIS |
| Synthetic Blood Instrument | Tests protective clothing integrity | Ensures surgeon safety in high-bleed cases |
| Flame Resistance Tester | Assesses material safety | Complies with operating room safety protocols |
| Gas Chromatograph | Chemical residue analysis | Ensures biocompatibility of endoscope probes |
As a leading CE Certified manufacturer, we understand that localization goes beyond language translation. It involves regional compliance (FDA, NMPA, TGA), local service centers for rapid maintenance, and training programs for clinicians. Future endoscopy systems will focus on Capsule Endoscopy for non-invasive bowel screening, a field where we are already providing portable, medical-grade solutions.
 Flat Face Mask Machine
Flat Face Mask Machine KN95 Face Mask Machine
KN95 Face Mask Machine Sewing Machine Line
Sewing Machine Line Auto Detecting Unit
Auto Detecting Unit QC Inspection Station
QC Inspection Station Mask Filter Tester
Mask Filter Tester Blood Penetration Tester
Blood Penetration Tester Synthetic Blood Instrument
Synthetic Blood Instrument Air Tightness Tester
Air Tightness Tester Hydrostatic Pressure Tester
Hydrostatic Pressure Tester Respiratory Resistance Tester
Respiratory Resistance Tester Gas Chromatograph
Gas Chromatograph Flame Resistance Tester
Flame Resistance Tester Constant Temp. & Humi. Tester
Constant Temp. & Humi. Tester Water Vapor Permeability Tester
Water Vapor Permeability Tester